
Strzelanie z broni czarnoprochowej
Bezpieczeństwo Niezbędne Proch czarny Kule i pociski Przybitki Kapiszony Smarowanie kul i pocisków Patrony i ładunki Konserwacja skóry Smary do konserwacji broni Czyszczenie broni Kabury Schematy Colt Navy Sheriff 0,36 Colt Navy Sheriff 0,44 Colt Walker 0,44 Derringer Philadelphia 0,45 Czernienie stali Brunirowanie stali Prawo Literatura
Jak wykazało już ponad dziesięcioletne doświadczenie, historyczna broń palna jest używana przede wszystkim przez osoby zafascynowane jej pięknem, które - pomimo skomplikowanej obsługi tej broni - potrafią korzystać z niej w sposób umiejętny i rozważny. Liczba wypadków związanych z używaniem broni czarnoprochowej jest bardzo niewielka, a wykorzystanie tej broni do popełnienia przestępstwa, zgodnie z przewidywaniem, okazało się trudne i nieekonomiczne.
Strzelanie z historycznej broni palnej wymaga znacznej wiedzy oraz dużego nakładu pracy. Działalność ta daje jednak radość i satysfakcję szczególnie, gdy jest połączona z poznawaniem realiów, w których przyszło żyć tym, dla których broń czarnoprochowa była zwyczajnym, codziennie używanym narzędziem.
Bezpieczeństwo użytkowania broni czarnoprochowej
Broń palna czarnoprochowa odróżnia się od broni współczesnej pięknym wyglądem, trudniejszą obsługą, mniejszą szybkostrzelnością i zwykle mniejszą energią pocisku. Używając broni czarnoprochowej należy mieć na uwadze, że stanowi ona pełnowartościową broń palną i w nieumiejętnych dłoniach stanowi śmiertelne zagrożenie.
Zasady użytkowania broni czarnoprochowej nie różnią się zbytnio od tych, które dotyczą broni współczesnej:
1. Strzelanie z broni czarnoprochowej powinno sie odbywać na strzelnicy, za zgodą osób obsługujących strzelnicę. Należy stosować się do regulaminu strzelnicy.
2. Podczas ładowania broni i strzelania należy skupić się na wykonywanych czynnościach.
3. Kapiszony powinno się zakładać na kominki bezpośrednio przed oddaniem strzałów.
4. Nabita broń zawsze powinna być skierowana lufą w stronę kulochwytu. Języka spustowego można dotknąć dopiero bezpośrednio przed oddaniem strzału.
5. Podczas strzelania należy stosować okulary ochronne dla ochrony oczu przed rozerwanymi kapiszonami. Wskazane jest stosowanie słuchawek dźwiękochłonnych albo innych ochronników słuchu.
6. W przypadku niewypału należy czekać co najmniej kilkadziesiąt sekund z lufą skierowaną w tarczę lub w kulochwyt tak, aby upewnić się, że nie nastąpi strzał opóźniony.
7. Kapiszony i proch należy przechowywać w solidnie zamkniętej kasetce stalowej.
Niezbędne na strzelnicy
- broń
- tarcze + gwoździe, uchwyty do tarczy
- kule, pociski
- przybitki
- proch, miarka do prochu, np. prochownica
- kapiszony
- smar
- narzędzia - śrubokręty, klucz do kominków, drut mosiężny o średnicy 0,5 mm, mały młotek, pręt mosiężny do wbijania kul, wycior i tp.
- ścierka
- słuchawki dźwiękochłonne
Proch czarny
Proch czarny (dymny) składa się z węgla drzewnego, saletry potasowej - azotanu potasu KNO3 będącego utleniaczem i siarki, obniżającej temperaturę zapłonu i zmniejszającej wrażliwość prochu na wilgoć.
Optymalny skład wagowy prochu dymnego jest nastepujący: 74,64% azotanu potasowego, 13,51% węgla i 11,85% siarki. Częściej jednak stosuje się proch o nieco innym składzie: 75 części wagowych azotanu potasu, 15 części węgla drzewnego i 10 części siarki.
Temperatura zapłonu czarnego prochu: około 427 C.
Spalanie prochu przebiega zgodnie z zapisem
W rzeczywistości przebieg procesu jest znacznie bardziej złożony.
W wyniku spalania prochu powstają produkty gazowe w ilości 42,98%: dwutlenek węgla CO2, azot N, tlenek węgla CO, siarkowodór H2S, wodór H2, metan CH4, oraz produkty stałe w ilości 55,91%: węglan potasu K2CO3 (56% masy stałej), siarczan potasu K2SO4 (16%), siarczek potasu K2S (25%), tiocyjanian potasu KSCN (5%), siarka S, azotan potasu KNO3, węgiel C, węglan amonu (NH4)2CO3, tiosiarczan potasu K2S2O3. Powstaje też woda w ilości 1,11%.
Objętość produktów spalania jest ponad 5000 razy większa od objętości spalonego prochu.
Proch czarny powstaje w wyniku silnego rozdrobnienia składników na mokro w młynie kulowym. Podczas tego procesu następuje dokładne zmieszanie składników i wysycenie węgla roztworem azotanu potasu. Następnie zwiększa się gęstość wilgotnego prochu za pomocą procesu prasowania. Wysuszony proch jest kruszony i przesiewany przez sita. Rozdrobnienie ma znaczny wpływ na szybkość spalania prochu.
Dla każdego rodzaju broni należy dobrać odpowiednią ilość prochu. Warto kierować się zaleceniami producenta. Ilość stosowanego prochu zależy też od postawionego celu. W szczególności dużą energię kuli bądź pocisku uzyskuje się stosując maksymalne dopuszczalne ilości prochu. Natomiast celność broni można poprawić ograniczając ilość prochu.
Odpowiednią ilość prochu odmierza się za pomocą miarek, często stanowiących łuskę z przymocowanym uchwytem. Stosowanie prochownicy, wyposażonej w dozownik, jest znacznie bardziej wygodne, ale stwarza niebezpieczeństwo odmierzenia zbyt dużej ilości prochu w przypadku awarii dozownika. Korzystanie z prochownicy może też prowadzić do wybuchu i rozerwania prochownicy podczas wsypywania prochu do lufy, w której po wystrzale mogą pozostawać żarzące się resztki prochu albo przybitki. Konsekwencje takiego wypadku mogą być tragiczne.
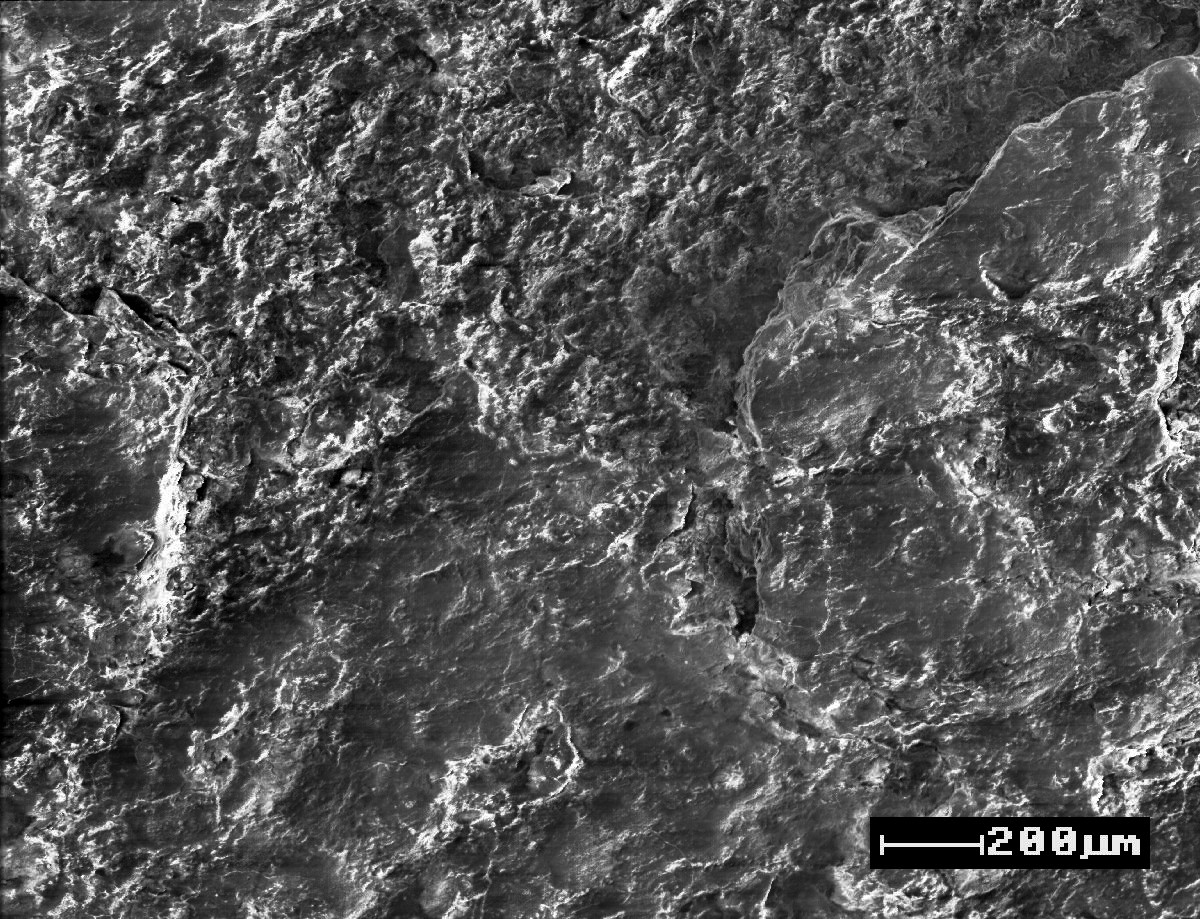
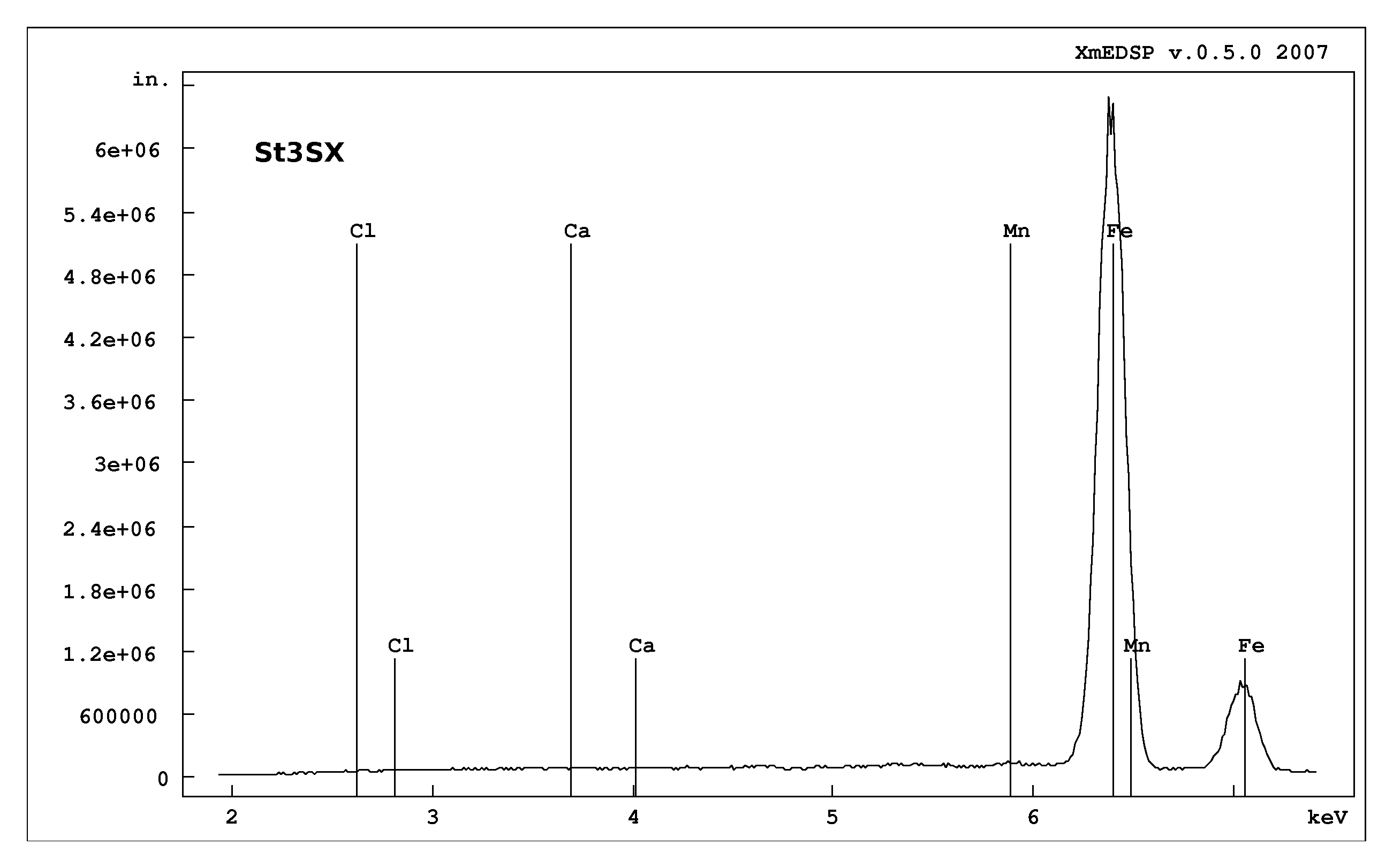
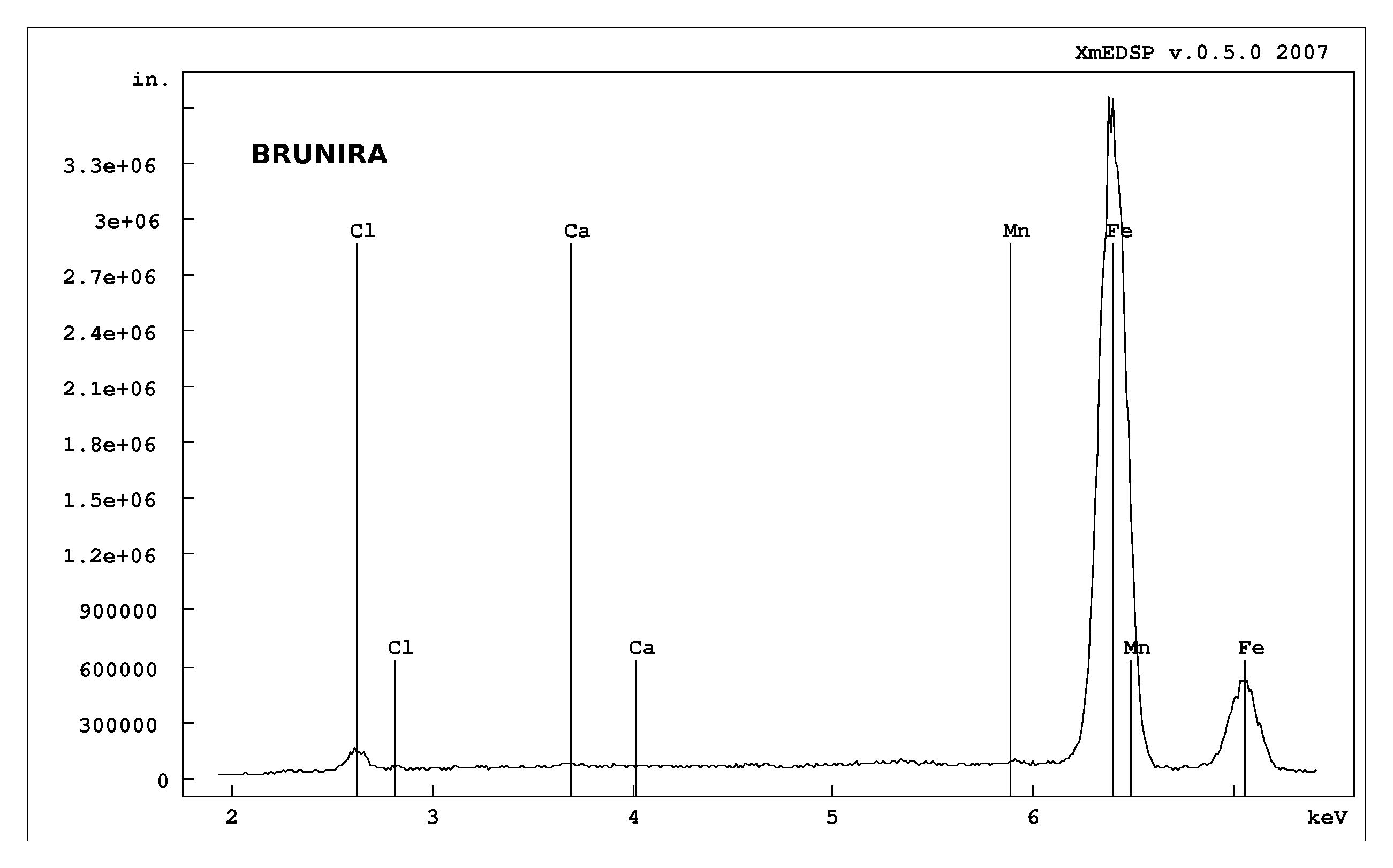
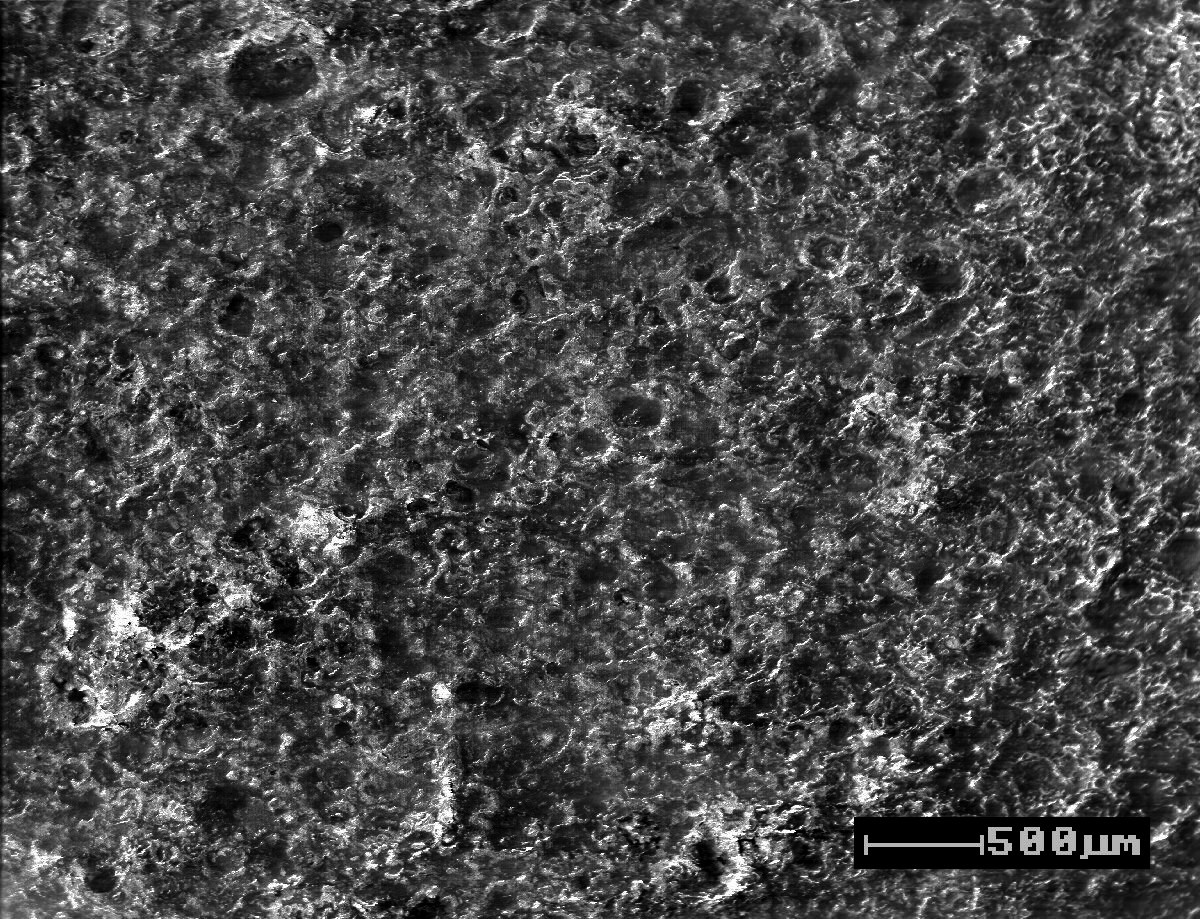
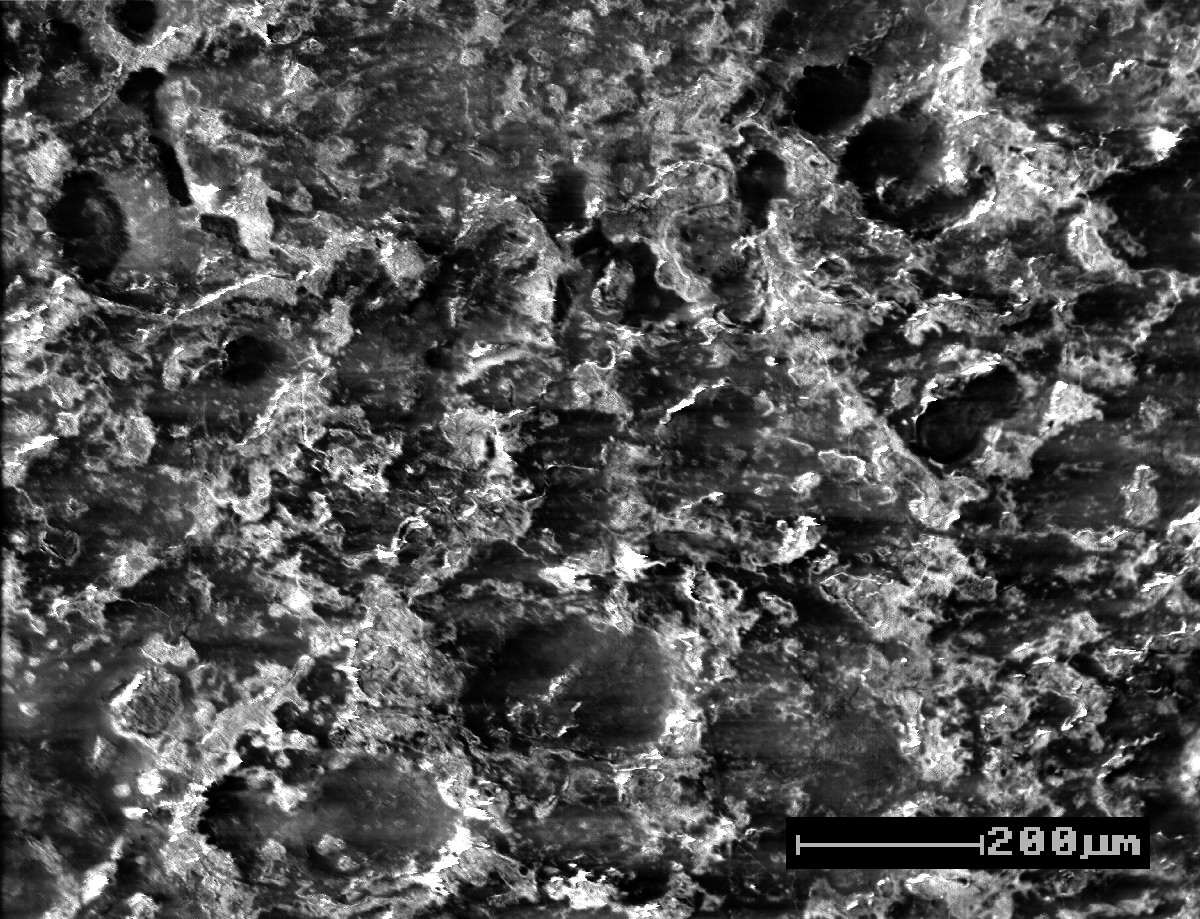
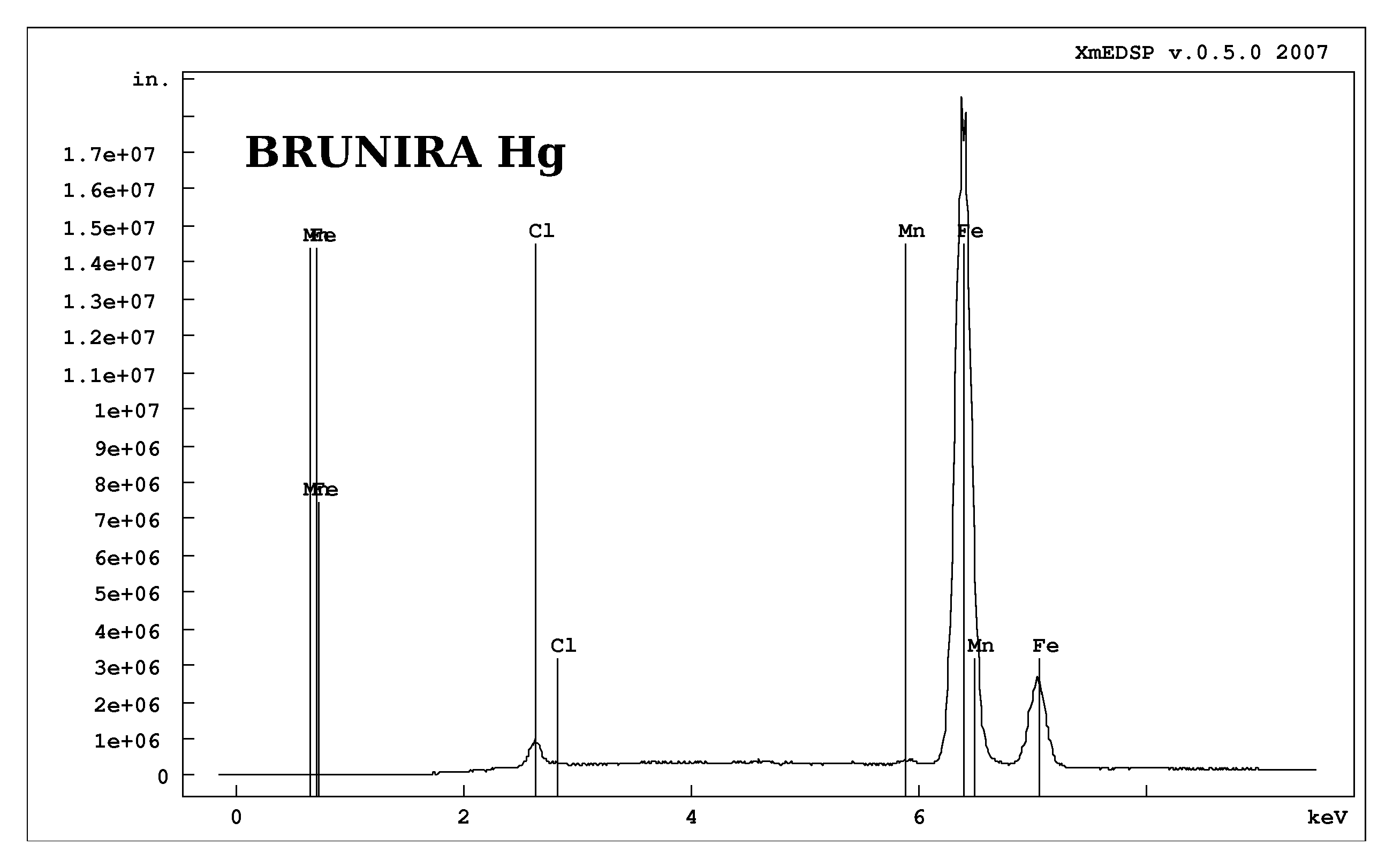
Proch czeski Vesuvit
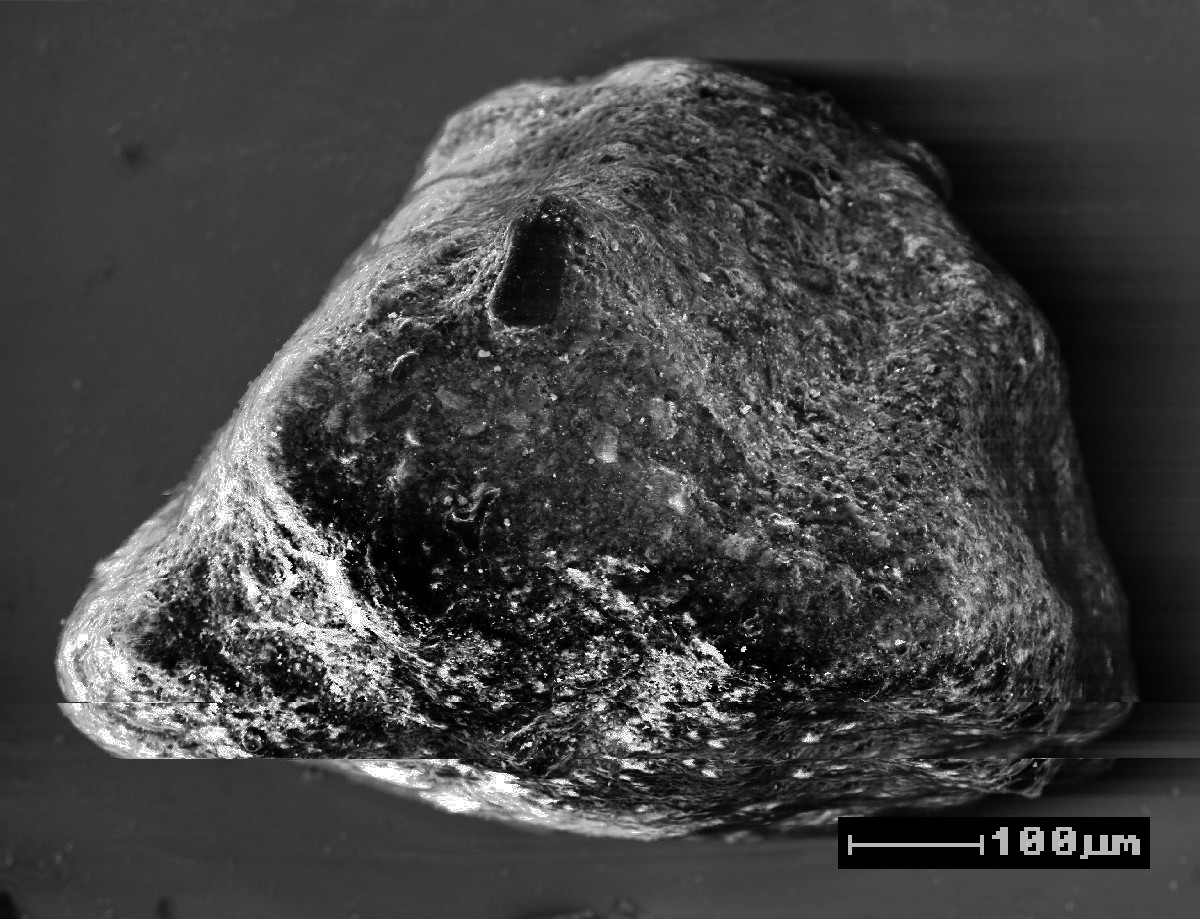
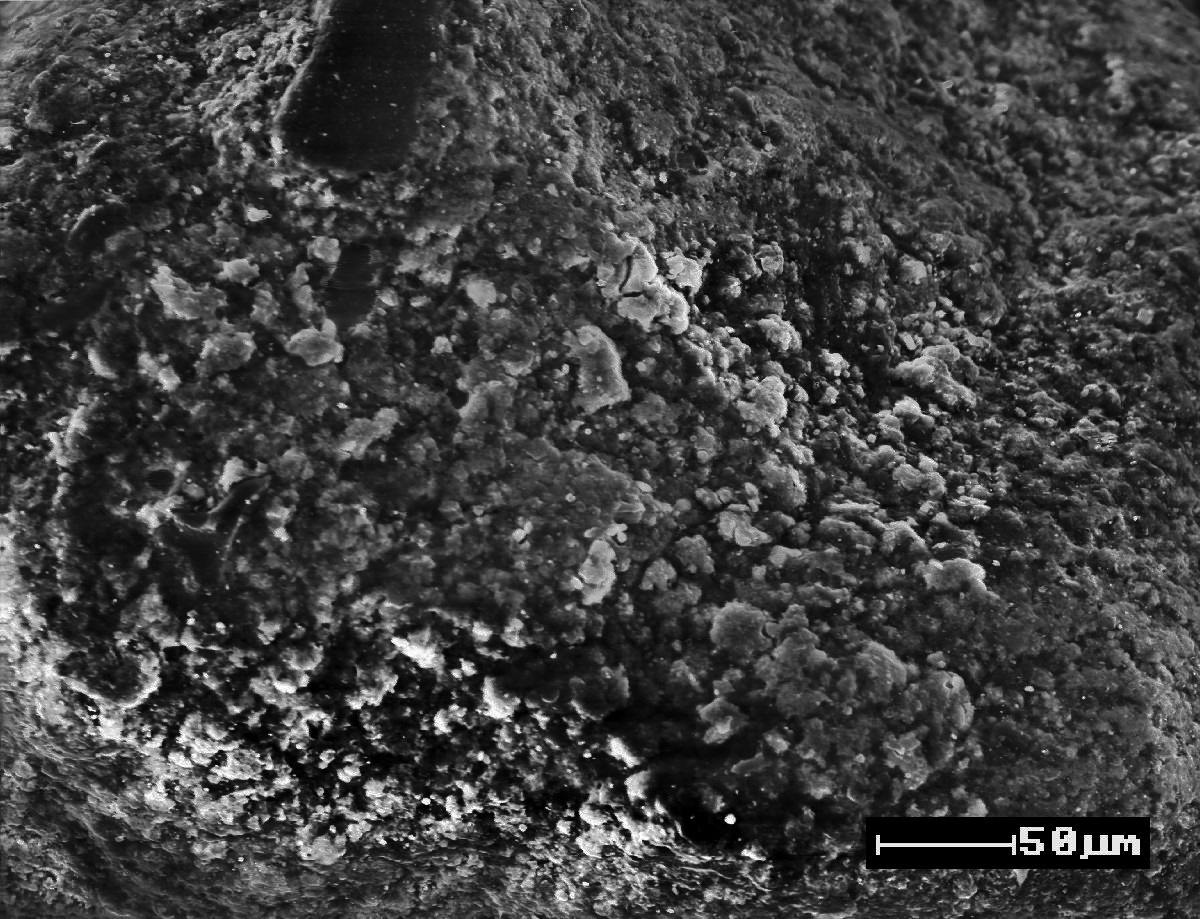
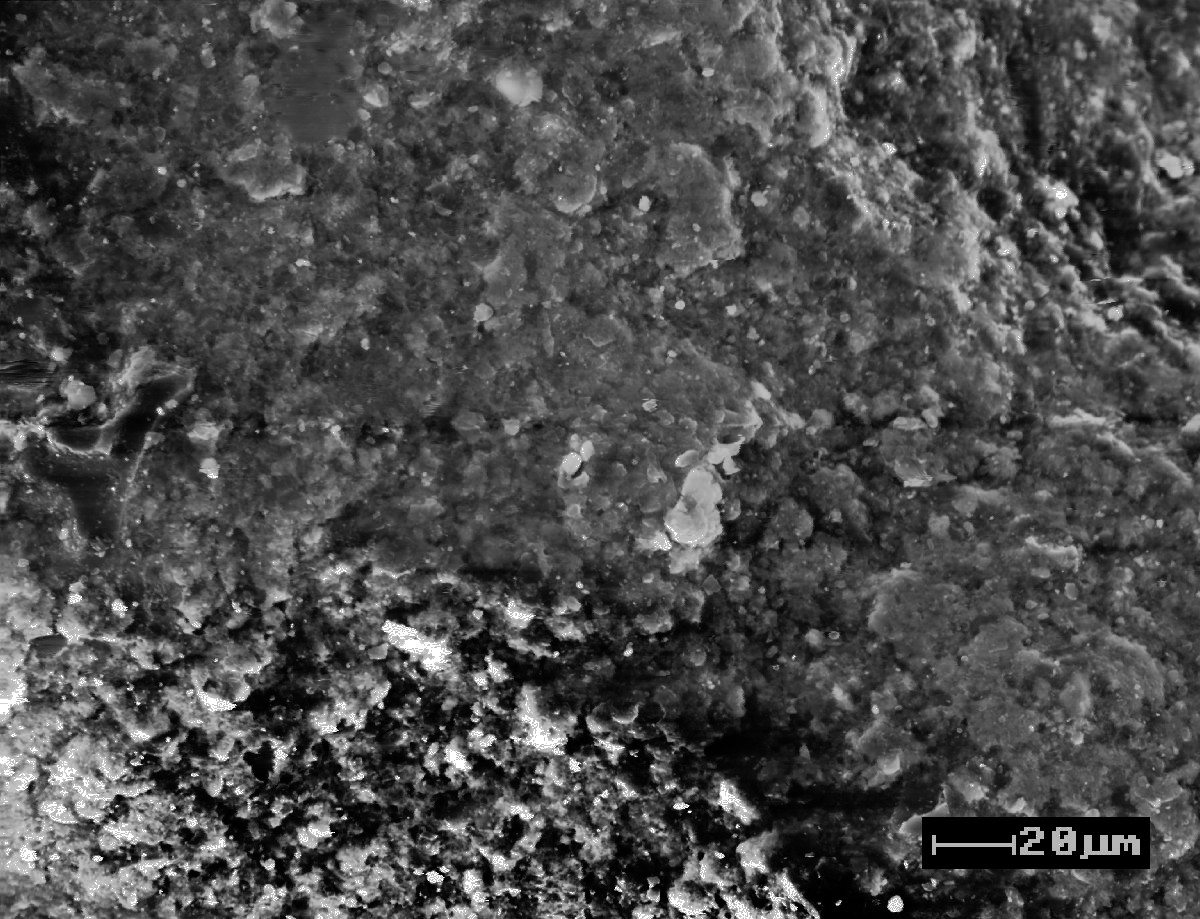
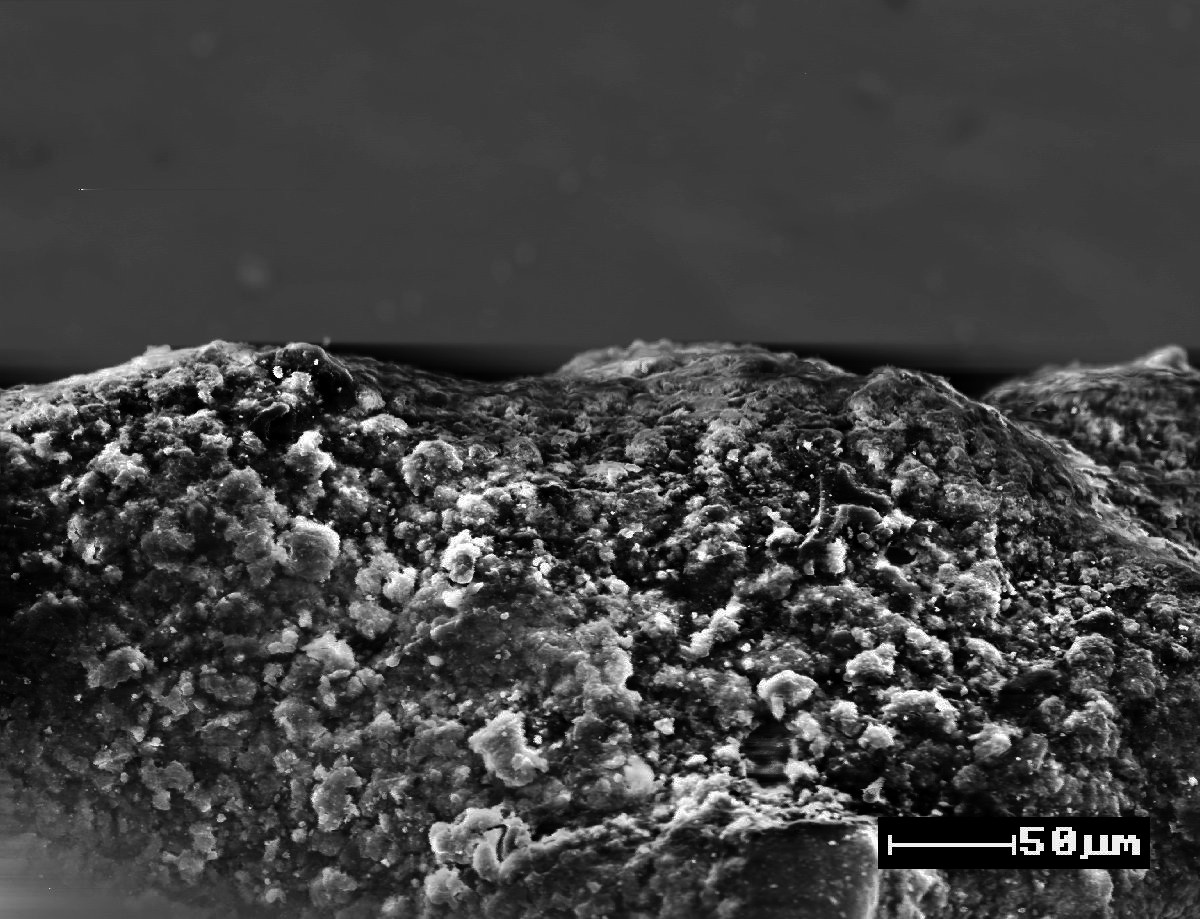
Fotografie SEM ziaren prochu czeskiego Vesuvit
Spektrogram rentgenowski EDS prochu czeskiego Vesuvit
Odmierzanie prochu
Proch fabryczny czeski charakteryzuje się gęstością nasypową 1,06 g/cm3.
Prochownica (mieści 90 g prochu, dozuje 0,94 g), miarka nastawna z wymienną tuleją (w przedstawionym zestawie miarka dozuje od 1,7 do ok. 3 g prochu) oraz miarki zwykłe (1,5 g i 0,8 g prochu).

Miarka nastawna z wymiennymi tulejkami. Głębokość miarki: 3,2 cm, średnica wewnętrzna: 1 cm. Długość tulejek: 3,7 cm. Wewnętrzna średnica tulejek: 6 i 8 mm. Miarka bez tulejek mieści 2 g prochu. Miarkę z tulejkami skalowano określając długość miarki z wsuniętą tulejką i masę dozowanego prochu. Wyniki pomiarów przedstawiono na wykresie. Na podstawie równania prostej regresji wyznaczono punkty na tulejkach. Punkty zaznaczono punktakiem i opisano numeratorami. Średni błąd procentowy masy prochu pobieranego za pomocą miarki wynosi 3,1%. Błąd minimalny: 0,6%, błąd maksymalny: 9,2%.
Kule i pociski
Kule są bardziej celne, pociski mają większą siłę rażenia.
Przybliżoną średnicę potrzebnej kuli - w calach - oblicza się wg wzoru
np. 0,360 + 0,008 + 0,008 = 0,376 cala
Do broni 0,36'' (0,9144 cm) stosuje się kule o średnicy 0,375-0,380'' (0,9525-0,9652 cm).
Do broni 0,44'' (1,1176 cm) stosuje się kule o średnicy 0,454'' (1,153 cm).
Gęstość czystego ołowiu: 11,34 g/cm3. Temperatura topnienia: 327,5 oC
Kula o średnicy 0,36'' ma objętość 0,4 cm3 i masę 4,5 g. Objętość kuli 0,44'' wynosi 0,73 cm3. Masa 8,29 g. Masa kuli 0,44'' stanowi 184% masy kuli 0,36''.


Kule przedstawione na fotografii mają średnicę 9,48 mm i masę 5,1 g. Pocisk o długości 12,8 mm i średnicy 9,50 mm waży 7,9 g.
Strzelcy czarnoprochowi odlewają kule zarówno dla własnej satysfakcji, jak i z powodów ekonomicznych. Kule i pociski odlewa się zazwyczaj z czystego ołowiu. Czasami, dla zwiększenia lejności i twardości, do ołowiu dodaje się nieco cyny lub antymonu.
Dobrym źródłem ołowiu na kule i pociski są ołowiane pancerze z kabli telekomunikacyjnych.
Ołów można roztopić w małej puszce stalowej, na której brzegu wcześniej warto uformować niewielki wylew. Gdy ołów już się roztopi puszkę należy chwycić długimi szczypcami i bezpośrednio z puszki wlewać ołów do kulolejki.
Po chwili, gdy kula nieco ostygnie drewnianym młotkiem uderza się w nóż kulolejki, kulolejkę otwiera się i kule kładzie się na wilgotną blachę albo na wilgotną szmatkę.
Uzyskanie ładnych kul i pocisków po nabyciu pewnej wprawy nie jest trudne. Ważne jest aby zarówno ołów, jak i kulolejka osiągnęły odpowiednią temperaturę. Jeżeli temperatura będzie zbyt niska, powierzchnia ołowiu będzie nierówna, co spowoduje obniżenie powtarzalności strzałów. Nierówna powierzchnia ołowiu umożliwia jednak lepsze smarowanie, co ułatwia wprowadzanie kuli do komory rewolweru. Z tego powodu czasami celowo odlewa się kule chłodnych kulolejkach.
W przypadku, gdy niezbędna jest duża celność i powtarzalność strzałów kule obtacza się pomiędzy dwiema twardymi płytami, a pociski kalibruje się za pomocą kalibratorów. Tak spreparowane kule i pociski selekcjonuje się według ich masy.
Kule i pociski często smaruje się zanurzając się na chwilę w roztopionym smarze, dzięki czemu łatwiej wtłacza się je do bębna lub lufy.



Kulolejki produkcji LEE (USA)
Czasami zdarza się, że kule i pociski odlewane w fabrycznie wykonanych kulolejkach nie dają pełnego zadowolenia. Bywa, że kule mają niewłaściwą średnicę, a pociski, ze względu na szeroką podstawę, trudno jest umieścić w wejściu komory prochowej i jeszcze trudniej je do komory wtłoczyć. W takich przypadkach - jeżeli dysponujemy odpowiednim sprzętem - warto jest wykonać własną kulolejkę.
Blok kulolejki można wykonać ze stopu aluminium.
Cechą przedstawionych kulolejek jest brak możliwości odlewania kul i pocisków w odpowiedniej temperaturze. Powierzchnia ołowiu odlewanego do zimnej kulolejki zawsze będzie nieco nierówna. Jednak satysfakcja ze strzelania z własnych kul i pocisków w pełni rekompensuje te wadę.
Kulolejka własna do pocisków; pociski
Przedstawione pociski własnego projektu i odlewu charakteryzują się obłym kształtem. Długość pocisku 12,6 mm, średnica 9,50 mm masa: 8,3 g.
Kulolejkę wykonano w następujący sposób: Po zaprojektowaniu pocisku, ze stalowego pręta wytoczono i odpowiednio nacięto frez odpowiadający kształtowi pocisku. Wykonanym frezem wyfrezowano zagłębienia w dwóch częściach bloku aluminiowego.


Kulolejka po odlaniu 250 pocisków

Kulolejka własna do kul 0,36; kule obtaczane i smarowane
Kulolejkę wykonano nawiercając wstępnie płytkie otwory w dwóch kawałkach blachy aluminiowej oraz ściskając blachy, za pomocą maszyny wytrzymałościowej 40T, z umieszczoną wewnątrz kulką łożyskową o odpowiedniej średnicy. Kulkę o średnicy 9,60 cm (0,378'') uzyskano trawiąc kulkę łożyskową o średnicy 10,3 mm w mieszaninie kwasu fluorowodorowego HF, kwasu azotowego HNO3 i alkoholu etylowego C2H5OH.

Kulolejka własna do kul 0,44; kule obtaczane i smarowane
Przybitki
Przybitki oddzielające proch od kuli albo pocisku najczęściej wykonuje się z filcu o grubości od 3 do 10 mm. Czasmi przybitki wykonuje się z korka a nawet z grubego kartonu. Przybitkę można też zastąpić zwitkiem papieru.
Jak się wydaje głównym zadaniem przybitki jest ochrona struktury prochu przed zniszczeniem. Przybitka czyści też lufę oraz -- w przypadku rewolweru --- podczas wprowadzania oczyszcza wylot komory z resztek prochu i dodatkowo uszczelnia komorę, zabezpieczając ładunek przed odpaleniem przez ładunek sąsiedni podczas strzału.
Czasami brzegi przybitki nasącza się na gorąco smarem stałym. Ma to na celu lepsze uszczelnienie ładunku i smarowanie lufy podczas wystrzału.
Do broni kalibru 0,36'' stosuje się przybitki filcowe o średnicy 10 mm. Do broni 0,44'': 1,14 cm.


Kapiszony
Kapiszony stosowane w broni czarnoprochowej składają się z miseczek miedzianych zawierających niewielką ilość mieszaniny substancji wrażliwej na uderzenie. Podstawowym składnikiem tej mieszaniny jest trójnitrorezorcynian ołowiu.
Uderzenie w kapiszon powoduje zapłon substancji i wprowadzenie wiązki zapalonego materiału przez kanał zapałowy do komory prochowej.

Smarowanie kul i pocisków


Pociski 0,36 po odlaniu i smarowane smarem woskowo-oliwnym
Smarowanie kul i pocisków ma na celu ułatwienie ładowania. W przypadku rewolweru smarowanie bębna po załadowaniu powoduje dodatkowe uszczelnienie komór, co ogranicza możliwość przypadkowego zapłonu.
Smar do smarowania kul i pocisków sporządza się na gorąco, ogrzewając na łaźni wodnej mieszaninę wosku pszczelego i oliwy z oliwek. Stosunek tych substancji należy dobrać doświadczalnie. Do sporządzania smaru stosuje się też łój wołowy niesolony oraz terpentynę i lanolinę.
Po załadowaniu rewolweru warto pokryć przednią powierzchnię bębna, w okolicy osi mocującej, rzadkim smarem (np. Brunoxem, Ballistolem, WD40). Zmniejsza to opory tarcia bębna, ułatwiając obracanie bębna.
Patrony i ładunki
Patrony do rewolweru 0,36'' można wykonać za pomocą przyrządu przedstawionego na fotografii

Stojak do skręcania patronów 0,36''. Kołek ma średnicę 8,7 mm.


Patrony do rewolweru 0,36'' złożone z kuli i 0,8 g prochu, bez przybitki. Każdy patron jest zamknięty kółkiem bibułki. W tym miejscu przyklejono ziarna prochu. Do sporządzania patronów wykorzystano papier pakowy i zwykły papier biurowy. Papiery o wymiarach 22 x 35 mm przed użyciem nasycano roztworem azotanu potasu KNO3.

Przyrząd do wykonywania ładunków prochowych 0,36'' i 0,44''
Szablon do wykonywania ładunków prochowych 0,44''
Konserwacja skóry
Skórę nasyca się różnymi mieszaninami:
- lanoliną - do nabycia w aptece w postaci maści natłuszczającej,
- pastą do butów rozpuszczoną w terpentynie,
- lanoliną farmaceutyczną rozpuszczoną w benzynie lakowej,
- gorącą mieszaniną lanoliny i terpentyny,
- mieszaniną lanoliny, wosku pszczelego i terpentyny,
- mieszaniną pasty do butów i tłuszczu uzyskanego przez gotowanie nie solonej słoniny,
- olejem Ballistol.



Lanolina - wosk zwierzęcy (tłuszczopot owczy) - mieszanina estrów kwasów tłuszczowych i steroli (zawiera mi. in. cholesterol). Gęsta, bursztynowo-złota maź pozyskiwana z wełny owczej. Charakteryzuje się znacznymi zdolnościami penetracyjnymi. Temperatura topnienia lanoliny: 38 - 44 C.
Smary do konserwacji broni
Tam, gdzie w grę wchodzi trwałość broni i bezpieczeństwo jej użytkowania warto odejść od stosowania tradycyjnych materiałów i metod. Jednym z takich przypadków jest konserwacja broni.
Nowoczesne oleje konserwujące mają znaczną przewagę nad substancjami tradycyjnymi. Dlatego warto zaopatrzyć się w oleje Brunox - do ochrony metali przed korozją i Ballistol - do konserwacji elementów drewnianych i skórzanych. Oleje te, wystepujące najczęsciej w postaci aerozoli, są wyposażone w rurki dozujące.
Do smarowania broni podczas strzelania można też zastosować olej maszynowy zmieszany z naftą, dozowany ze starej wojskowej oliwiarki.

Ballistol i Brunox - nowoczesne oleje do konserwacji broni palnej
Czyszczenie broni
Czyszczenie broni ma na celu usunięcie z jej powierzchni i wnętrza zanieczyszczeń będących skutkiem spalania prochu czarnego. Dobre czyszczenie i odpowiednia konserwacja zapewniają długowieczność broni i znacząco zmniejszają niebezpieczeństwo rozerwania elementów broni podczas strzału.
Po zakończeniu strzelania broń należy zakonserwować, szczególnie starannie pokrywając wnętrze lufy oraz komory prochowe warstwą oleju Brunox, Ballistol abo oleju maszynowego rozcieńczonego naftą. Oleje te ograniczą szkodliwe działanie produktów spalania prochu na powierzchnię metali oraz zmiękczą osady powstałe podczas strzelania.
Broń należy owinąć polietylenową folią przed włożeniem do kabury tak, aby produkty spalania prochu nie zanieczyściły kabury.
Po powrocie ze strzelnicy należy rozłożyć broń, oraz umyć części metalowe w gorącej wodzie z obfitym dodatkiem płynu do mycia naczyń. Po umyciu wszystkie elementy należy dokładnie wytrzeć, osuszyć i pokryć warstwą środka konserwyjącego, np. oleju Brunox.
Elementy drewniane broni należy dokładnie wytrzeć oraz pokryć olejem Ballistol.
Po złożeniu broni należy sprawdzić poprawność działania mechanizmów. Jeżeli broń jest przechowywana w kaburze, wnętrze kabury należy pokryć cienką warstwą oleju Ballistol w aerozolu.
Kabury
Kabury służą do przechowywania i przenoszenia broni. Szczególnie przydatne są kabury typu wojskowego (kawaleryjskie) chroniące kolbę przed uszkodzeniami mechanicznymi.




Colt Navy Sheriff 0,36 w skórzanej kaburze


Remington Pocket i Remington New Model Army Inox w skórzanych kaburach

Motywy roślinne zastosowane do zdobienia kabur
Schematy
Colt Navy model 1851 - Pietta, 1847 Colt Walker - Armi San Marco/Uberti, Philadelphia Derringer
Remington Pocket - Pietta, Remington New Model Army - Uberti
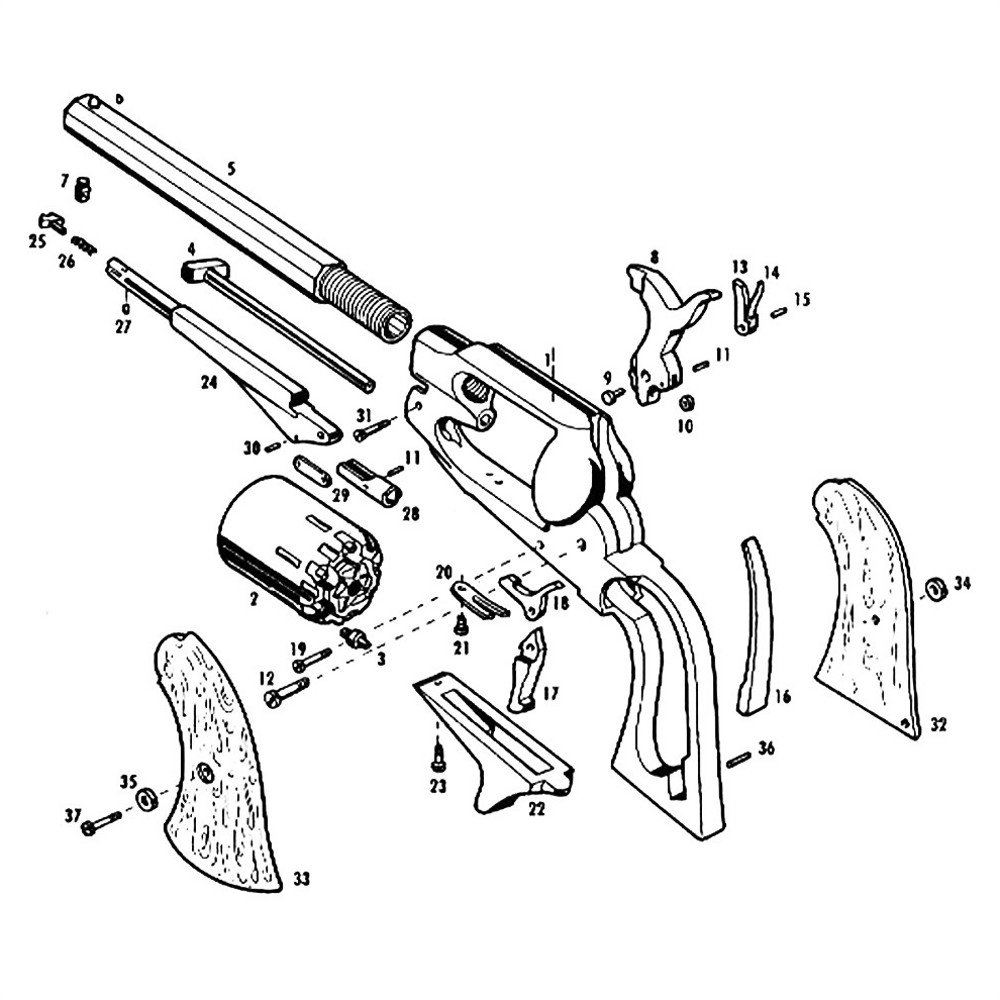
Colt Navy Sheriff 0,36
Colt Navy z lufą kalibru "morskiego" 0,36" został zaprojektowany przez Samuela Colta w latach 1847 - 1850. Był masowo produkowany zarówno do zastosowań morskich, jak i lądowych - do użytku cywilnego. Niektóre rewolwery Colt Navy w tylnej części bębna miały kołek bezpieczeństwa, na który opuszczano kurek, gdy rewolwer był załadowany. W innych przypadkach konieczne było pozostawienie pustej jednej z komór, oraz opuszczenie kurka na nie załadowany kominek.
Na fotografiach przedstawiono rewolwer Colt Navy Sheriff ,36 wyprodukowany przez Euroarms (dawniej Armi San Paolo) w roku 1971 (oznaczenie: XX7).


Colt Navy Sheriff 0,36

Colt Navy Sheriff 0,36 - po kolejnym roku użytkowania




W bębnie rewolweru jest umieszczonych sześć kominków. Kominek o średnicy zewnętrznej 4 mm i średnicy wejściowej otworu 2 mm jest wyposażony w gwint metryczny M6 x 0,75 o długości 3 mm. Długość gwintu w bębnie: 5 mm.
Do rewolwerów Colt Navy Uberti stosuje się kule 0,380'' albo pociski stożkowe 0,380'' i 1,05-1,63 g (16-25 grs) prochu. W rewolwerach Colt Navy Pietta używa się kul 0,380'' i 1,25-1,45 g prochu albo pocisków 0,375 i 1,25 g prochu - z przybitką bądź 1,45 g prochu bez przybitki.
Kominki do rewolwerów powinny mieć otwór o średnicy 0,7 mm.
Colt Navy Sheriff 0,44
Rewolwer Colt Navy Sheriff ,44 z oznaczeniami: na lufie: NAVY MOD. 1851, pod pobojczykiem: FAP, na dolnej części szkieletu: Orion. Wyprodukowany w 1974 roku - oznaczenie: XXX.



Kształt i zmierzone minimalne wymiary komory bębna rewolweru Colt Navy Sheriff 0,44
Średnia zmierzona średnica wlotu lufy rewolweru Colt Navy Sheriff 0,44 wynosi 11,40 mm. Średnia średnica wylotu lufy: 11,26 mm
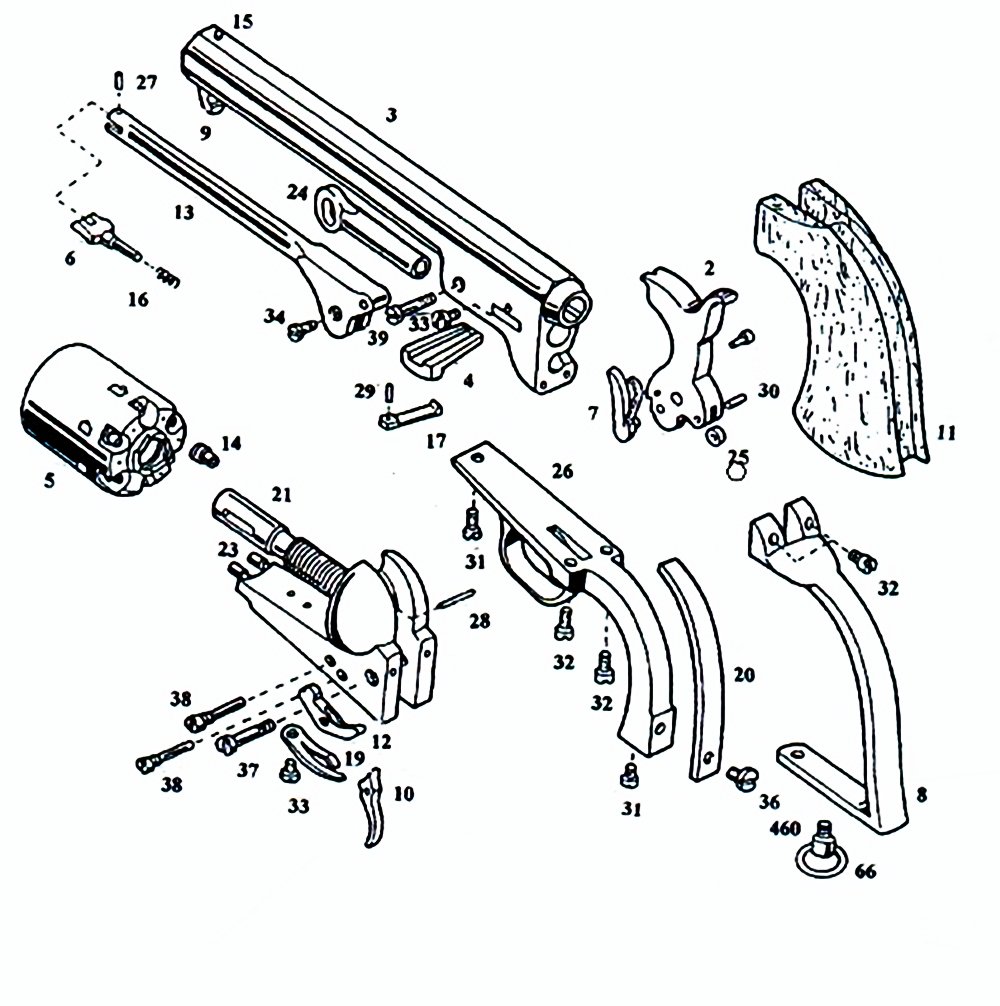
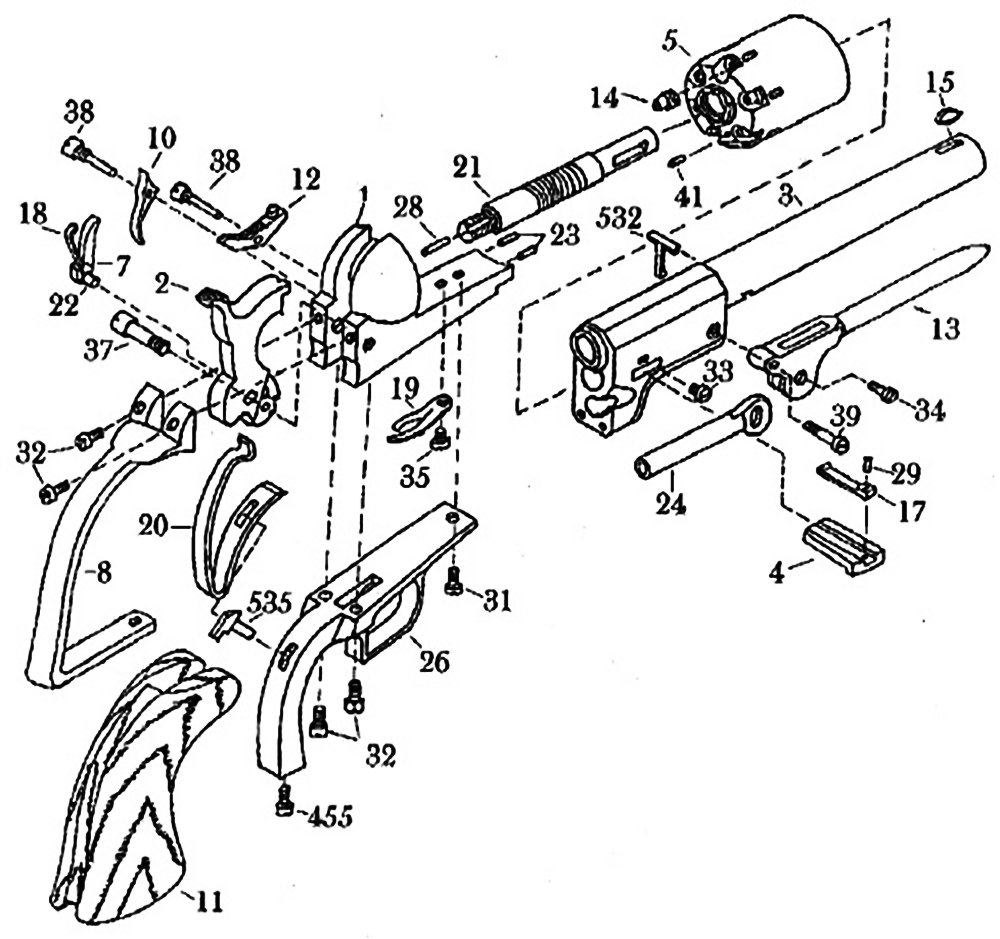
Colt Walker 0,44
Największy rewolwer czarnoprochowy Colt Walker został zaprojektowany przez Samuela Colta w wyniku współpracy z kapitanem Samuelem Hamiltonem Walkerem. Wielka energia wylotowa kuli wystrzelonej z Colta Walkera pozwalała na powalanie zarówno człowieka, jak i konia. Każda z sześciu komór bębna może pomieścić do 3,5 g czarnego prochu i kulę kalibru 0,44".
Colt Walker US 1847 przedstawiony na fotografiach, został wyprodukowany w roku 1969 (oznaczenie: XXV) przez Armi San Marco.


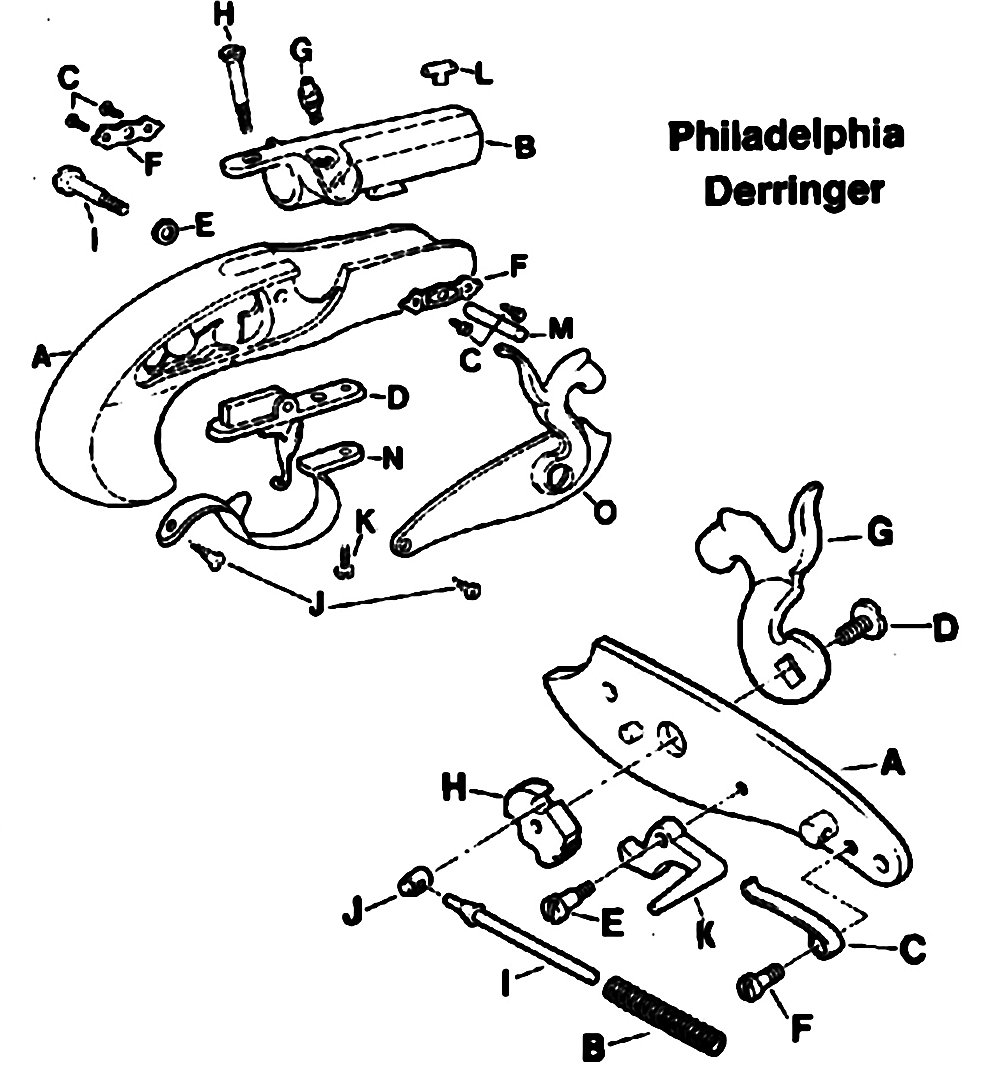
Derringer Philadelphia 0,45
Mały jednostrzałowy pistolet podróżny Derringer Philadelphia służył do obrony przed rzezimieszkami. Pistolet wyposażony w krótką lufę i szczątkowe przyrządy celownicze ma niewielką energię i służy do strzelania z bardzo małej odległości.Na fotografiach przedstawiono hiszpańską replikę wyprodukowaną przed firmę Ardesa.
Pistolet podróżny produkcji hiszpańskiej - Ardesa.


Sprężyna główna zamka ma następujące wymiary: długość: 28,5 mm (30 mm), średnica drutu: 1,05 mm, średnica zewnętrzna: 5,4 mm, średnica wewnętrzna: 3,0 mm.
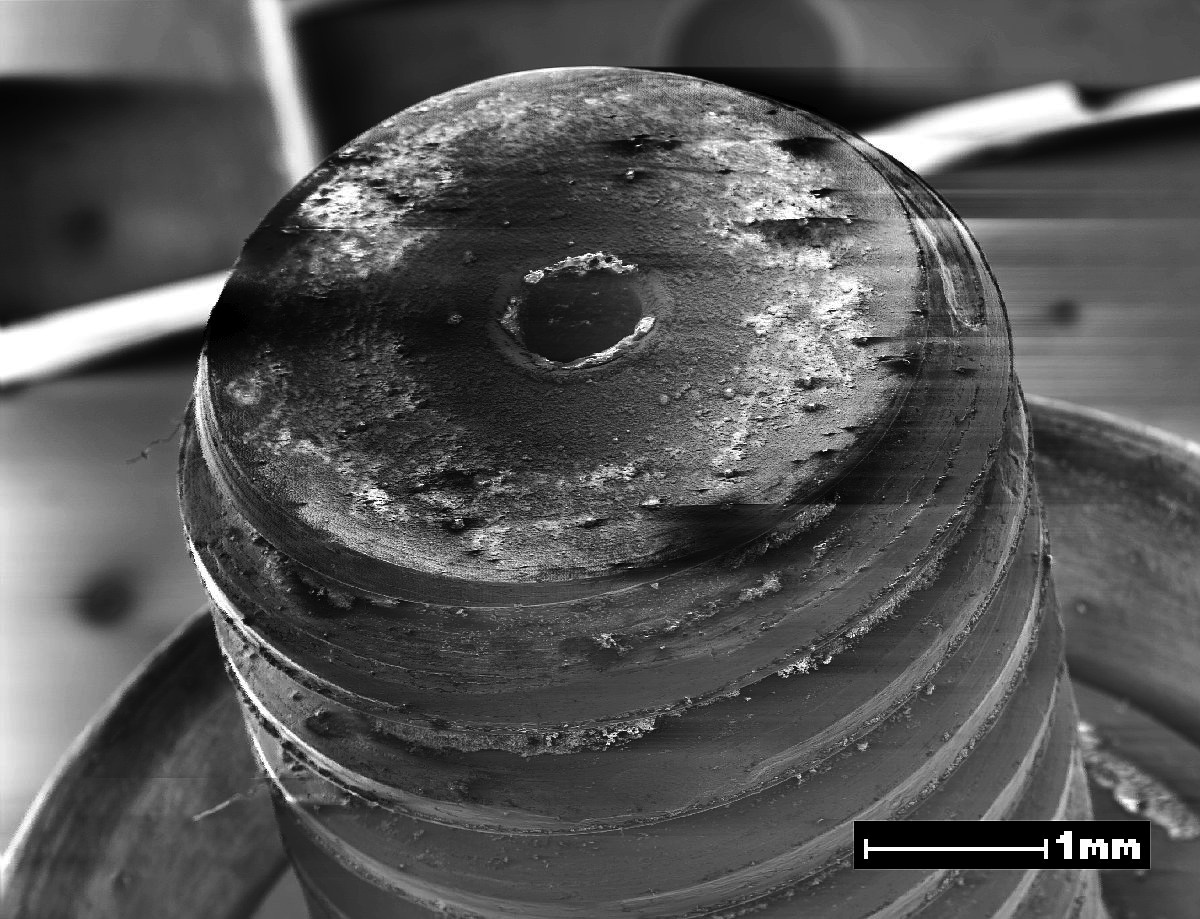
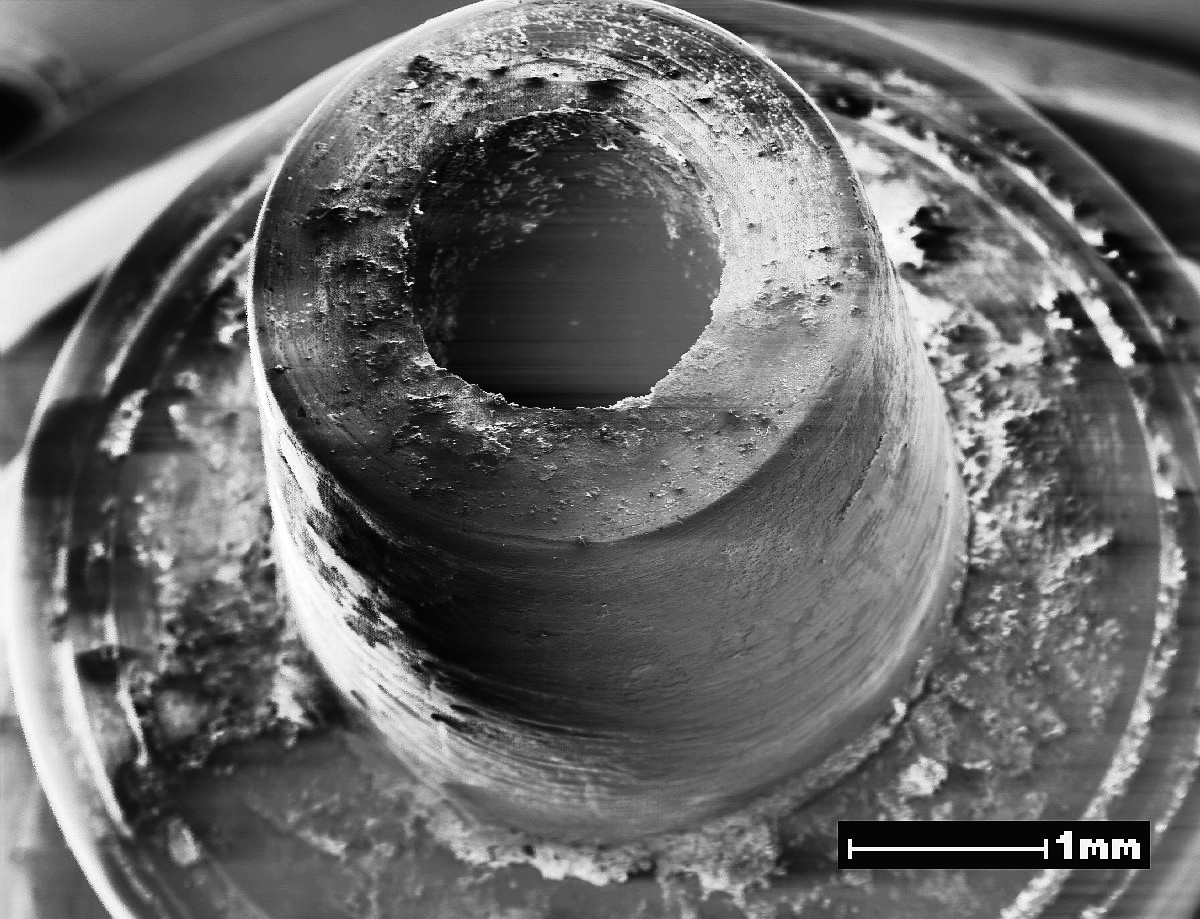
Kominek pistoletu Derringer - fotografie SEM
Czernienie stali
Stal węglową oraz stale niskostopowe można czernić na zimno wielokrotnie silnie pocierając powierzchnię szmatką nasączoną alkoholowym roztworem o składzie: chlorek antymonu SbCl3 (wodny roztwór nasycony), siarczan miedzi CuSO4 * 5 H2O, chlorek żelaza FeCl3, gliceryna i aceton. Mieszanina działa w dużym zakresie stężeń składników. Uzyskane efekty są zależne od gatunku stali. Zabarwienie zawiera się w zakresie od jasnego szarego do ciemnego grafitowego.
Brunirowanie stali
Powierzchnię przeznaczoną do brunirowania należy poddać obróbce za pomocą papieru ściernego o numerze ziarna nie większym od 320. Następnie powierzchnię należy dokładnie oczyścić i odtłuścić.
Powierzchnię pokrywa się bardzo cienką warstwą roztworu o składzie (źródło: S. Sękowski, Galwanotechnika domowa, WNT 1987):
150 g chlorku żelazowego FeCl3
30 g pięciowodnego siarczanu miedzi CuSO4 * 5 H2O
75 g stężonego kwasu azotowego HNO3
75 g stężonego kwasu solnego HCl
50 g 96% alkoholu etylowego C2H5OH
woda do objętości 1 l
Przedmiot pozostawia się w warunkach podwyższonej wilgotności. Zimą brunirowane przedmioty można eksponować na świeżym powietrzu, osłonięte przed bezpośrednim działaniem warunków atmosferycznych.
Po kilku - kilkunastu godzinach bruniowany przedmiot należy przemyć wodą, wysuszyć i delikatnie szczotkować miękką szczotką drucianą. Następnie powierzchnię należy odtłuścić i nałożyć roztwór do brunirowania. Proces należy prowadzić wielokrotnie aż do uzyskania odpowiedniej warstwy. Brunirowanie zwykle trwa od jednego do dwóch tygodni.

Dobre rezultaty uzyskuje się stosując roztwór do brunirowania zawierający sublimat (źródło: S. Sękowski, Galwanotechnika domowa, WNT 1987):
50 g (35 ml) stężonego kwasu azotowego HNO3
25 g (32 ml) 96% alkoholu etylowego C2H5OH
25 g pięciowodnego siarczanu miedzi CuSO4 * 5 H2O
112 g chlorku żelazowego FeCl3
7 g chlorku rtęciowego HgCl2
woda do objętości 1,6 l


W przypadku stosowania atmosfery o 100% wilgotności dobre wyniki uzyskuje się stosując nastepujący roztwór (opracowanie własne):
10 ml stężonego kwasu azotowego HNO3
10 g chlorku żelaza (III) FeCl3
5 g pięciowodnego siarczanu miedzi CuSO4 * 5 H2O
100 ml alkoholu etylowego C2H5OH
Roztwór należy sporządzić w sporym naczyniu szklanym. Reakcja zmieszanych składników jest egzotermiczna, dlatego naczynie reakcyjne należy umieścić na kilka godzin w większym naczyniu wypełnionym zimną wodą.
Za pomocą powyższego roztworu uzyskuje się piękne gruboziarniste warstwy bruniry. Grube warstwy bruniry zawierają jednak w swojej strukturze produkty korozji, które po dłuższym czasie ulegają rozpadowi.
Po uzyskaniu właściwej powłoki, brunirowany przedmiot należy dokładnie przemyć rozcieńczonym roztworem alkalicznym (np. roztworem węglanu sodowego) i - w celu uzyskania czarnej barwy - gotować w roztworze taniny albo w mocnej, świeżej esencji herbacianej. Po wysuszeniu warstwę należy nasycić pokostem, albo olejem jadalnym.
Prawo
Ustawa o broni i amunicjiIntencja ustawodawcy
Czarny proch
Literatura
dr Marcin Mróz - Posiadanie broni strzeleckiej przez osoby fizycznedr Marcin Mróz - Posiadanie broni strzeleckiej przez osoby fizyczne: prawo, polityka, praktyka
Tuning the Pietta - part 1
Tuning the Pietta - part 2
Die Entwicklung des Vorderlader - Schlosses, P. H. Kunz, 2001
Wystrzał po kwartale